![]()
![]()
|
|
泰兴减速机:在液压件行业和减速机制造行业大量制造摆线转子泵、摆线液压马达和摆线针轮减速机等机械装置。其中的摆线针轮啮合副是摆线全液压转向器、摆线液压马达的核心元件。由于其体积小、扭矩大,单位重量功率大等显著优点而在自行走式工程作业车辆,如农业机械、工程机械、叉车等领域广泛应用,摆线针轮减速机更是广泛应用在纺织印染、轻工食品、冶金矿山、石化等行业。
摆线轮是摆线针轮啮合副的关键零件,加工精度要求较高,加工工艺比较复杂,长期以来是制约液压件行业、减速机制造行业的一大难题。
强力成形磨削是加工摆线轮齿廓曲面的好办法
摆线轮是摆线轮减速器和液压马达的关键零件,其加工精度直接影响到整套机器的性能。长期以来,由于国内缺少数控强力成形磨床设备,摆线轮齿廓曲面的加工大部分是通过插齿机、慢走丝线切割、铣刀铣的方式来实现,由于摆线轮齿廓形状复杂、加工制造难度大,因以上加工方法效率低、精度低、齿面粗糙度差,满足不了批量生产的要求,直接影响减速器和液压马达、泵的性能。
随着机械加工业的飞速发展,高速、重切、高精度的加工技术逐步取代常规的加工方法。具有特殊型面要求的摆线轮齿廓表面精加工,在国外广泛采用数控成形磨削技术,这种磨削方法与展成法摆线磨齿加工相比具有明显的优越性。该加工方法是利用数控强力成形磨床,运用成形砂轮修整技术修整出摆线轮单齿廓曲面形状,再通过回转分度机构对摆线轮工件进行强力缓进给成形磨削,达到直接成形齿廓。具有效率高、精度高、曲面粗糙度好的特点,因为运用了数控控制可以实现一人多机的管理方式,满足批量生产的需求,更是提高了产品性能。
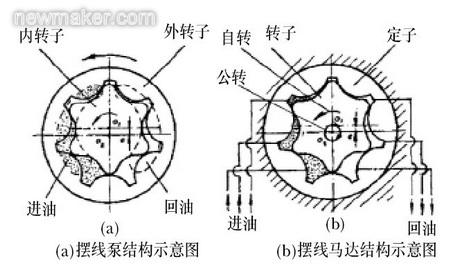
摆线泵(马达)结构示意图
MKL7132×8数控强力成形磨床
下图是杭州机床集团为摆线轮磨削加工而专门开发的MKL7132×8摆线轮数控强力成形磨床。该机床的主机结构采用公司具有自主知识产权的立柱中腰移动式结构,该结构有一个最大的优点是:主轴磨削时位置与横向导轨等高,可以保证强力磨削时所必须具有的磨削动态刚性,且整个移动部件(即立柱与磨头)的重心在横向导轨构成的平面附近,保证机床移动及进给稳定性。在工作台的右侧安装砂轮修整器或金刚笔座,在工作台的左侧安装夹具及工件。在磨头上安装有高压冷却砂轮冲洗装置。机床磨头功率为17或30KW,满足了强力磨削的要求。机床控制采用西门子802D/840D数控系统,控制纵向轴、垂直轴、横向轴的进给运动、A轴及控制磨头伺服主轴电机。

可用于摆线轮磨削的MKL7132×8数控强力成形磨床
机床采用进口金刚滚轮,并搭配高刚性滚轮修整器,使修整砂轮齿形面高效而精确,对齿面啮合度和磨削效率的提高有了可靠保证。同时,机床带有自动平衡砂轮装置,可以有效去除因砂轮本身和修整后所造成的砂轮不平衡量,在提高磨削精度的同时保证其表面质量。还可以实现砂轮修整量自动补偿,保持工件加工尺寸一致性,提高加工精度和互换性。
磨头主轴和滚轮主轴均采用具有自主知识产权的低压油雾气封装置,防止高压冷却液进入主轴系统,有效保证了主轴精度和轴承长寿命。磨头体采用热平衡装置控制主轴热伸长,保证了横向磨削精度。机床自动化程度和可靠性高,在磨削过程中,除工件的装卸及测量外,期间均为自动完成,提高了生产效率,减少了操作人员的劳动强度。
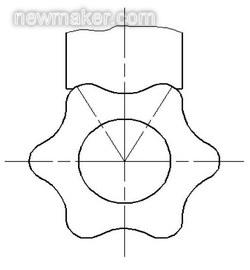
将砂轮修整成上图齿廓形状进行成形磨削
几年来,这种机床已批量提供给国内液压件行业和减速机制造行业使用,效果良好,从而受到这些行业的欢迎。
摆线轮的砂轮成形修整装置及专用夹持装置
砂轮根据摆线轮齿廓形状进行成形修整,砂轮修整方式采用台式金刚滚轮修整,通过垂直进给轴和伺服主轴的联动,实现砂轮修整补偿及砂轮的恒线速。砂轮安装方式:单片砂轮安装-粗精磨削。
工件定位方式:芯棒定位,数控分度盘(A轴)分度定位。
工件装夹方式:一次3-5件叠加装夹,液压或气压顶紧。
整个摆线轮总共6齿,分2次加工。加工分缓进给粗磨和快速往复精磨。往复精磨前进行砂轮修整。磨削后粗糙度达到Ra0.8μm。
加工节拍估算:(具体加工工艺根据实际情况进行调整)
以此摆线轮为例:一次加工5件(毛坯单边余量为0.2mm左右)计算。
摆线轮的磨削加工表

将研究开发定子环的内轮廓成形磨削
在液压件行业,需要对液压泵定子环的内轮廓进行精密机械加工。
长期以来,这种内轮廓的加工也是个难题,国外象BLOHM、ELB等公司在成形磨床上使用一种专用内磨削装置可以对内轮廓进行成形磨削。这种专用内磨削成形装置,把磨头装置、动力传送以及冷却液供应装置都装在被加工工件的内轮廓中,也就是说将专用磨头伸入工件内进行成形磨削。

德国ELB磨床公司制造的液压泵定子环的内轮廓成形磨床
采用这种磨削加工方法,定子环内轮廓的加工具有精度高、轮廓度高、金属磨除率高的优点。如上图所示,ELB公司的这台机床采用人造混凝土床身,X轴和Z轴为静压导轨,在机床工作台上装有2个内磨削臂,并设计使用CBN砂轮。横向拖板上带有一个专门设计的分度头架,高分辨力空心轴旋转编码器直接安装在工件轴上,对倾斜定位使用一个液压夹紧隔板。一个可收缩的径向轮廓心轴确保随之用一只液压筒轴向夹紧成一叠的工件的对准。一只滚轮修整附件允许把陶瓷CBN砂轮用于在第一个磨削臂上进行粗磨,精磨操作由安装在第二个磨削臂上电镀CBN砂轮完成。磨削过程用高压温控油进行冷却,油在一个超精过滤器中清洁。一叠8只叶片100mm厚的转子环的和0.25mm余量的加工时间大约需10分钟。
国内液压件行业所需要的这种机床目前都依赖进口,如江苏镇江液压件厂曾进口了德国BLOHM公司的机床。
随着成形磨削技术的成熟,如国内用户有需求,我们可以专门进行研制,实现对工件内轮廓的成形磨削加工。我们将深入研究磨削工艺,尽力为用户提供高效成形磨床。